



















The A380 will be hard to miss at Paris. But what lies behind its highly visible structure? Our technical overview reveals the giant’s aerodynamic secrets
When the world’s press had packed away their cameras and notebooks and the Airbus A380-800 had been towed away to a flight-test hangar after its maiden flight on 27 April, the Airbus design team anxiously asked test pilots Jacques Rosay and Claude Lelaie for their honest verdict.
“They said ‘nickel’, or in other words the aerodynamics were ‘perfect’,” says Frank Ogilvie, aerodynamics director and deputy head of overall aircraft design. Although in many ways its work is just beginning, the sound results of the initial sortie were gratifying to the design team that had spent almost 12 years working towards the sight of the enormous A380 lifting into the sky over Toulouse on that hot April day.
Emerging from the series of ultra-high-capacity aircraft (UHCA) concept studies that preceded the formation of the A3XX Integration Team in 1993 (see box), the aircraft’s external lines have remained basically unchanged since being frozen with “Status 15” in 2000. The focus ever since has been on reducing parasitic drag, particularly during manufacturing when a tight watch was kept on the design as it transitioned from cyberspace to production.
“We have been working extremely hard on the parasitic drag [the total drag of an aeroplane less the drag which results from the lift of the wings],” says Ogilvie, who explains that a “drag policeman” was attached to each of the Aircraft Component Management Teams (ACMT) set up to manage specific chunks of the aircraft such as the wing, empennage and fuselage. “We gave people achievable targets, and not just ‘fairy dust’ stuff. It required a lot of negotiation with all concerned and, relative to the A340, it effectively halved the parasitic drag of the aircraft,” says Ogilvie.
“Nothing on this aircraft was done without it contributing something,” he adds, describing complex cost versus drag design trade studies over the smallest of features, such as the relatively tiny actuated ram-air cooling inlets for the aileron electro-hydrostatic actuators (EHA). “We’ve never done this to such a level before, but it’s been vital because on a long-range aircraft the two things that crucify you are weight and drag.”
The sheer scale of the aircraft meant that the design team constantly battled against these twin threats from the beginning. A key focus was the wing, which was originally sized, as was the fuselage, to fit within the internationally agreed “80m (260ft) box” size constraint as defined by airport infrastructure studies in the early 1990s. “In principle the planform of the wing came out of a trade-off between safety, speed, fuel volume and the use of simple flaps,” says Ogilvie. Three original wing designs were considered in the 1991-2 period from three of the original Airbus partners, Aerospatiale, BAe Systems and DASA – now BAE Systems and EADS.
The wing design for the BAe AC14 concept was selected over that for the Aerospatiale ASX500/600 and DASA P502/602 concepts, and became the basis for the original “Family 1” UHCA study, which preceded the first A3XX designs in 1993. After this initial downselect, the design of the full development A3XX wing was a collaborative effort involving wing experts throughout Airbus.
The design lineage therefore extends back through the A300 to the de Havilland Comet, Trident and Sud Aviation Caravelle, and through the A310 and A320 – it even incorporates elements from the VFW614. Thanks to experience with the A320 and A330/A340, the design also built in both aerodynamic and structural heritage features from the BAC series, including the use of integrated machined outer wing panels similar to those originally designed for the VC10 and One Eleven.
Airbus wing design work in the UK was meanwhile transferring from Hatfield (which performed all the original Airbus family wing work apart from the Weybridge-designed A320 unit), to Filton, which assumed responsibility for the A3XX wing. The Filton team also worked on final refinement of the original Weybridge-designed A340-500/600 wing, although the A3XX “was the first opportunity that Filton had to really exercise its skills, but it was strongly based on their heritage [from the other sites], as well as their own work”, says Ogilvie.
As might be expected for the world’s largest airliner, the A380 has the largest wing ever built for any commercial passenger-carrying aircraft. “Our wing is sized on American principles – big enough is beautiful!” says Ogilvie. The wing would have been even bigger, had Airbus been able to have its way. “Ideally we would like to have optimised the wing for an 82.5m span, but that’s outside the box so we couldn’t do that, therefore we added the 2.4m-high winglets,” says Ogilvie.
Although the original concept was for 3m-plus winglets, these were reduced when loads analysis revealed that additional strengthening of the outboard wing section would be required, and the added weight would therefore outdo any lift and drag benefit. The final size of the winglet, which is based on the original A320 shape patented by BAE Systems’ Jeff Jupp and Peter Reese, was calculated using theorems originally developed by legendary German aerodynamicist Max Munk.
Stretch support
The A380-800 is the first long-range Airbus model to be built with a wing already large enough to support a stretch. The overall area was dictated by the limitations on the span as well as the root chord, which was limited to less than 18.3m to comply with US Federal Aviation Administration rules governing the maximum distance between exits. In the case of the A380, the limiting exits were the upper-deck doors 7 and 8, which had to be provided with adequate space for the deployment of escape slides. The root chord ended up at 17.7m as a result, while tip chord is almost 4m and mean aerodynamic chord is 12.3m.
Wing taper ratio was set by the wing area and the chord, while indirect constraints included the location of the outboard engines relative to the inboard engines based on pylon box length, rotor disc burst area, engine length, wing/engine overlap and leading-edge sweep. Measured at the quarter chord point, sweep is 34.46º changing to 35.73º between the engines. “The inboard kink is to get the undercarriage in. The idea is to get as much sweep on the inboard as you can, while trying to reduce the sweep on the outboard as much as you can. This way we’ve tried to keep the shockwave contact all the way along the wing,” says Ogilvie.
Wing area was around 725m2 (7,800ft2) for the first three years of the A3XX programme, then in 1996, when Status 8 was defined, began a steady climb with a rise to 780m2. Under Status 10a, a milestone passed in early 1998, this reached 815m2, as the payload and performance requirements increased. In the final round of performance and weight changes towards final freeze with Status 15 this rose to today’s 846m2. During this period Airbus guarded its margin for growth by ensuring sufficient fuel volume in the baseline without using the space in the centre section, which stays dry in the -800.
Part of the flight tests will evaluate the critical take-off and landing performance of the A380, and its ability to undercut London QC2 noise rules. To meet these targets, the design team invoked a series of design changes to the aircraft in 2000, relatively late in the design life of the A3XX. One of the key aerodynamic changes was the adoption of the droop nose device, a variable-position leading-edge droop section inboard near the wing root.
The device solved a conundrum which Airbus encountered as it hastily tried to improve the lift/drag ratio by 5% to meet the margin over QC2 targets. It needed to improve the lift without increasing the drag and, at the same time, needed a wing that would stall inboard before stalling outboard. This latter condition is required to produce positive pitch response, pitching the nose down in the event of a stall, helping the pilot identify and recover quickly from the situation.
“One thing was to go to a completely sealed slat system, but we couldn’t do that because of [design patents held by] Boeing, and our wing was still stalling between the engines and not near the root,” says Ogilvie. The depth of the wing root, almost 3m at its deepest section, meant that the wing was too fat for a conventional Kruger flap to work. “So how could we do a sealed slat that wasn’t sealed?” Ogilvie asked.
The answer was the droop nose, a device developed for the Trident, which is permanently sealed. “The rotation point is within the wing profile and in its high-lift configuration it meets the requirement for maximum lift, but has substantially better drag. And it stalls inboard because it doesn’t have a slot,” says Ogilvie, adding that Airbus has subsequently filed a patent for the design.
Externally, the most distinctive aspect of the wing, aside from its size and 79.7m span, is the pronounced “gulling’”effect and its 5.6° dihedral. “This was set by the stability requirements of the aircraft. We didn’t want it too high, making it too stable, or too low, making it unstable. Plus, we needed to set it for adequate engine ground clearance, particularly in the case of the aircraft rolling around on its undercarriage. Everyone’s seems to have those images on their desktop computer of that Boeing 747 landing badly at Hong Kong, scraping its engines – that’s what we wanted to avoid,” says Ogilvie, who adds that the gulling also uncovered a potential problem.
“When the wing was full of fuel we got a ‘bowing’ of the wing, and our flight- dynamics people calculated that we would have unacceptable inertial loads on the ground.” To counteract this, the fuel in the outer tanks is pumped inboard and aft to the tailplane trim tank for take-off, providing bending-moment relief to the outboard wing. In flight, the fuel is gradually pumped back into the wing tanks, while also allowing an aft centre of gravity to be maintained for cruise drag reduction. Each wing contains five transfer pumps, while a further two are housed in the trim tank. Overall fuel capacity is 315,292 litres (83,190USgal), of which almost 23,700 litres is held in the trim tank. Each outer wing tank holds 9,524 litres, while the outer engine feed tanks each hold around 26,975 litres.
The overall weight of the wing structure was reduced by giving inverse camber to the root section, and making it progressively more aft loaded further out towards the tip. “This moved the loading inboard, which although not ideal for elliptical loading and creating wave drag, does help save 3.5t on the overall structural weight,” says Ogilvie. Computational fluid-dynamics analysis and three-dimensional optimisation have been used to gain around 2% drag improvement, bringing it back to around the original drag level. Overall, Ogilvie says, “the 747 wing design is hard to beat, but we’ve put together than team that has done it.”
The distinctive double-deck fuselage presented its own unique aerodynamic challenges, not least because no-one had ever to attempted to develop such a wide, blunt-nosed and ovoid cross-section of this scale before. “One of the design objectives was to maximise the width of the cabin, but minimise any ‘bad’ flow over the fuselage. There was a lot of work done in terms of optimising the flow around the doors and windows, and we have done well,” says Ogilvie, who adds: “There is virtually no supersonic flow over speeds up to Mach 0.89, and no shockwaves, which is really important.
“Some of our customers want to belt along at M0.89, so we’ve deliberately gone out to make sure we’re shock free. We ended up playing tricks with the ovoid cross-section to get the flow to ‘go bad’ at M0.93. You have more ‘fatness’ up and down than you do in width, and the acceleration of the air from the nose is dependent on the curvature of the front fuselage. So we had to tailor the distribution of the curvature of the fuselage to maintain this acceleration,” he says. “We tried to make sure the velocity near the doors is as low as possible because the door areas can be susceptible to leaking and noise.”
The nose shape was critical to not only helping achieve the correct aerodynamic flow lines, but also to helping obtain increased nose-up pitching moment. “After the mid-deck [cockpit location] was finalised in January 1998, we ended up with a shape that was flattened in planform with a more rounded look and less sharp curvature on the profile,” Ogilvie says. The mid-position also gave greater flexibility for the widest first-class cabin.
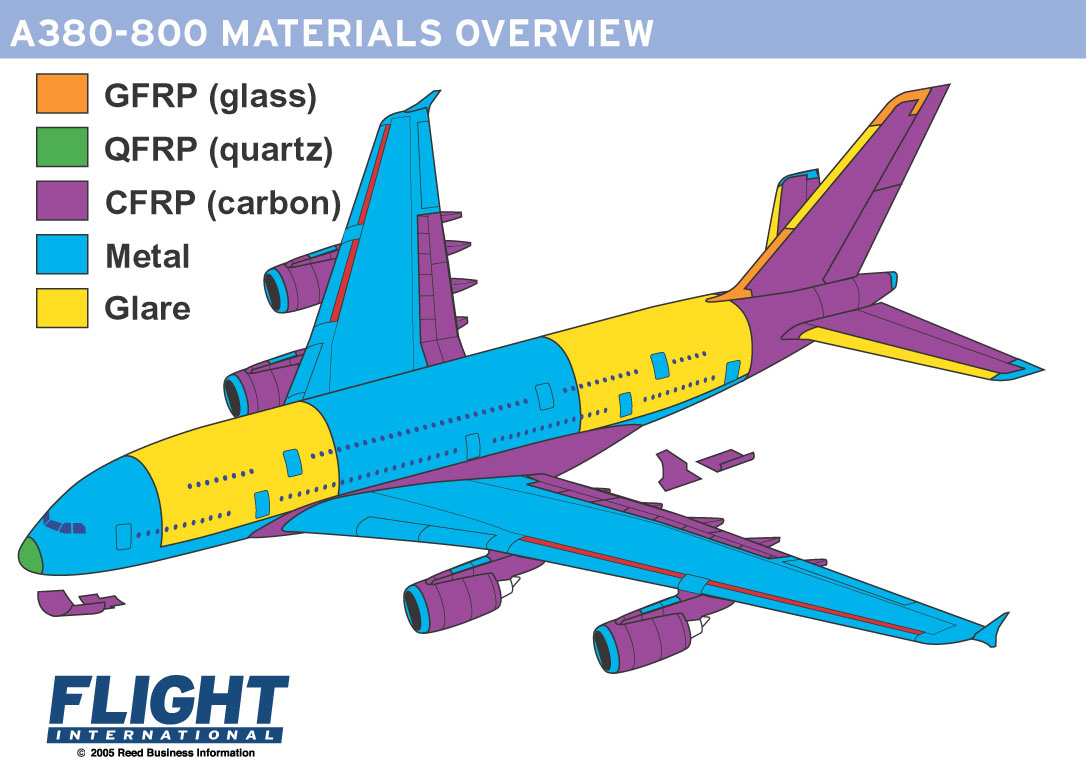
More ruggedly built than any Airbus model before it, the A380 has a design service goal of 19,000 flight cycles, 140,000 flight hours or 25 years, whichever comes first. Not including engines or landing gear, the aircraft also incorporates more composites by weight than any previous Airbus with 22% of the whole. The bulk of the aircraft, 61%, is aluminium, 10% titanium and steel, 3% Glare (glassfibre reinforced aluminium), 2% paint and primer and 2% various miscellaneous rubber, plastic and glazing materials.
Structural giant
Airbus brought in more advanced materials, as well as ACMT “Tiger Teams”, to help keep the project on track towards its weight targets, which were 243,170kg (536,089lb) maximum weight empty for the Rolls-Royce Trent 970-powered A380-840 variant and 243,150kg for the Engine Alliance GP7270-powered -860 model. The most dramatic change was the December 2001 decision to use Glare composites for much of the upper fuselage skins.
Made by Stork Aerospace, Glare is made up of alternating layers of aluminium sheets and glassfibre reinforced bondfilm, and in current applications rangesin thickness from the 0.25mm-thick Glare 2A used for buttstraps, to the 0.375mm thick Glare 4A/B used for skin panels.The use of Glare allowed Airbus to design to higher stress levels, and therefore saved weight throughout the related structure.It is also inherently 10% lighter thanconventional aluminium, providingmore weight savings.
Glare is used for the skins of the forward upper fuselage Section 13, the upper forward fuselage Section 15, the butt strap at fuselage frame 62 connecting the forward part of Section 15 with the aft Section 15/21. It also forms the skin for the aft fuselage Section 18 as far back as frame 95, where it adjoins the tail Section 19/19.1, and Glare is used for the “D-nose” leading edges of the empennage.
“We’ve also been studying a new grade of Glare that uses high-strength 7475 aluminium alloys and another prepreg ply,” says structures deputy director Jeroma Pora. Dubbed HSS (high static strength) Glare, the newer version is being considered for the upper fuselage skin of the -800F freighter. “The idea is to give Glare better damage tolerance, and to reduce its vulnerability to the limitations of the parent materials, which can change behaviour in higher temperatures, and which are limited in stiffness,” says Pora. “Even if a crack was initiated with HSS Glare, the propagation is very, very slow. This compares well to high-strength aluminium, which has better strength, but lower fatigue behaviour, so it is a compromise.”
HSS Glare, which could also replace the standard Glare on the current production models, faces stiff competition from aluminium-lithium (Al-Li), which is also being considered for the -800F skins. The long-held promises of Al-Li are coming good, and are about to get even better, says Pora. “It is a lighter and stiffer material, and today’s third-generation Al-Li has a lower lithium content and modified chemistry, which has improved its thermal stability and transverse properties – both of which have limited its application until now.” With increased use, the cost of Al-Li is also dropping relatively, lowering yet another barrier to use.
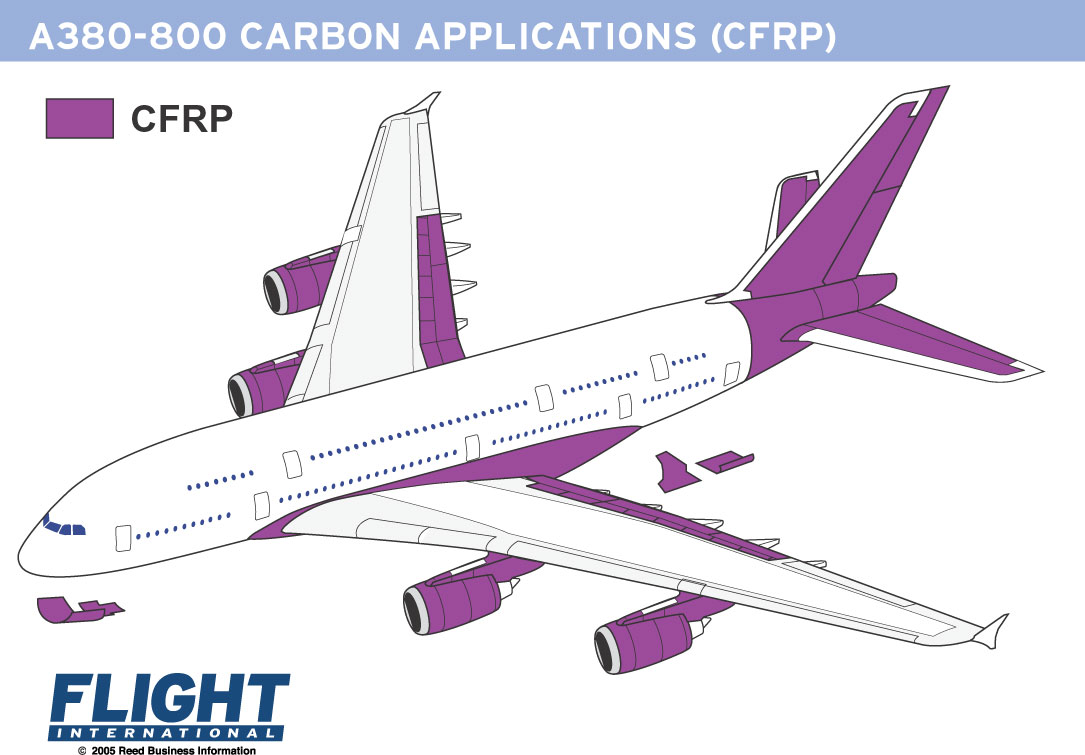
Al-Li has a lower density than conventional alloy and the overall density reduces by around 3% for every 1% of lithium used. It also has a high specific modulus, which equates to better strength, and this is similarly raised by around 5% for every 1% of lithium used. The current applications are extruded profiles made of C460 by Alcoa and 2196 by Alcan, and are already used in the main deck floor beams on Section 13 and Section 15. “In the freighter we will use Al-Li on both decks, and will adapt to suit local loads,” says Pora. For the passenger version, carbonfibre-reinforced plastic (CFRP) composite beams are used for the upper deck beams, where just six main types of beam are used throughout the fuselage to suit all loading requirements.
Heavy load
Not surprisingly, given its ovoid cross-section, the A380 fuselage frames are heavily loaded. Extruded frames are installed in the lateral panels between both decks and the whole upper shell. Machined frames are positioned in highly loaded areas such as the complex centre fuselage lower shells, wing root area, door cut-out surrounds and the nose section.
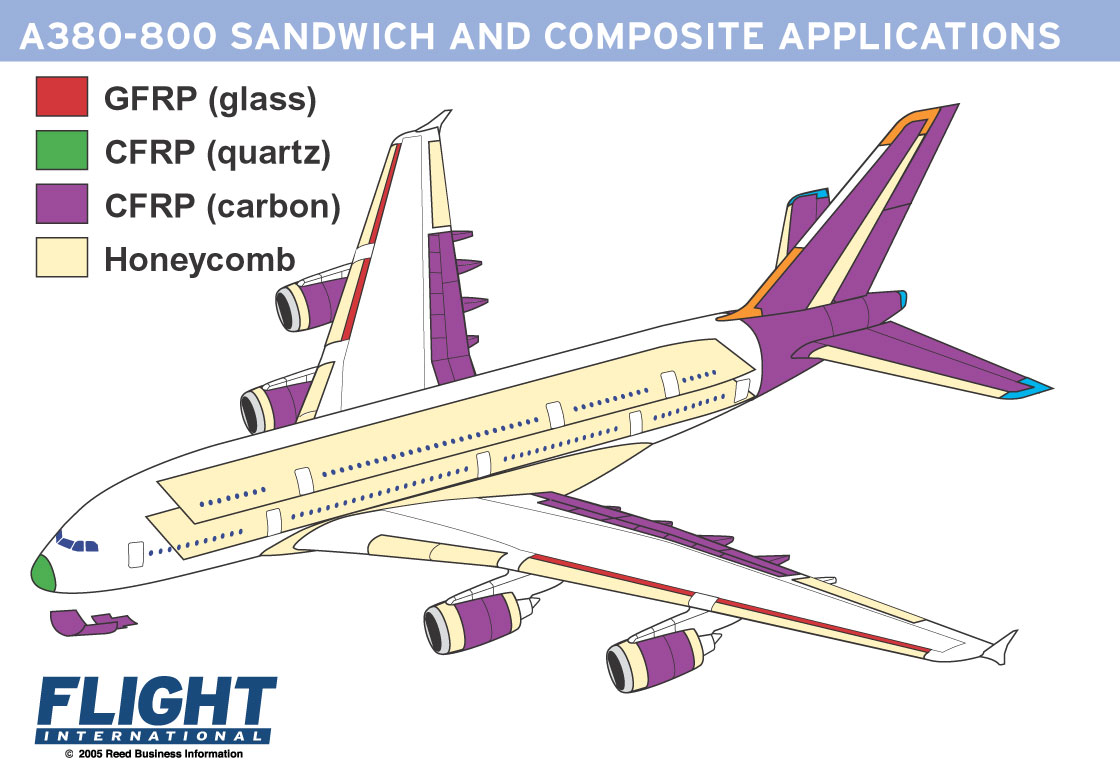
The nose fuselage Section 11/12 contains the flightdeck and crew-rest area, nose-gear bay and electronics bays, as well as the forward passenger cabin and forward cargo compartment, and extends from the radome aft to frame 22. The forward lower part of the nose gear bay is an unpressurised area and sits behind and below the massive quartz fibre reinforced plastic radome which, unpainted, gives the A380 its distinctive “red nose” on the final-assembly line. The radome is fixed in place, and access to the weather radar is via a ladder into the nose gear bay. Glassfibre- reinforced plastic is also used for the dorsal fairing of the vertical tail and the fixed leading edges of the wings outboard of the inboard engines. Aluminium-copper (Al-Cu) 2XXX-series 2024 and 2524 alloys are used for the skin of the cockpit and adjacent Section 12 as well as the extremely large centre Section 15.
The nose gear upper pressure bulkhead is a double-curved panel stiffened by local longitudinal welded stringers, while the gear-bay rear pressure bulkhead is made up of integrated machined parts. Laser beam welding, using either CO2 or YAG laser, is used for rapid welding of the stringers on the lower panels of the gear bay, as well as lower panels of Section 13 and 18 along the belly, which are made up of 6013 and 6056 aluminium alloys.
The forward fuselage Section 13 sits between frames 22 and 38, and is spherical as far aft as frame 31, being constant-section thereafter. It contains the number 2 main deck passenger door and the staircase to the upper deck, as well as a cargo door in the right hand side for access to the forward cargo compartment. The upper deck CFRP beams are connected to the frames by shear joints and supported by two struts at the upper shell lateral boundaries, while the main deck Al-Li machined beams are similarly connected. Above the floor grid, floor panels made from CFRP are sealed into position for improved corrosion resistance.
Shorter beams
The only area of the upper deck where CFRP is not used for the beams is around the stairway cutout. Here, shorter aluminium alloy beams are attached to the reinforced surround, which is strengthened to transfer the corresponding shear and bending loads the area is subjected to. Door cut-outs are similarly strengthened with local doublers made from titanium and aluminium alloys.
On the lower (cargo) deck, the floor support structure is a metallic beam-based truss work, while the cargo loading system is installed with eight longitudinal tracks, rollers and floor panels. In the roof space above the upper deck ceiling, the upper fuselage structure is made up of a truss with X-struts and cross beams made of CFRP. The struts are positioned on both sides of the upper shell beams and transfer loads to the adjacent skin.
The centre Section 15 is perhaps one of the most impressive single parts of the fuselage and extends from frame 38 aft to 74. Containing the passenger door 3 on the main deck and upper deck doors 7 and 8, it also houses the massive centre wing box; main-gear bay area, which stores the wing and main body landing gears on either side of a T-shaped cargo area; and supports the belly fairing. Assembled from more than 20 major subassemblies, the section also contains a transverse wall that separates the landing-gear bays.
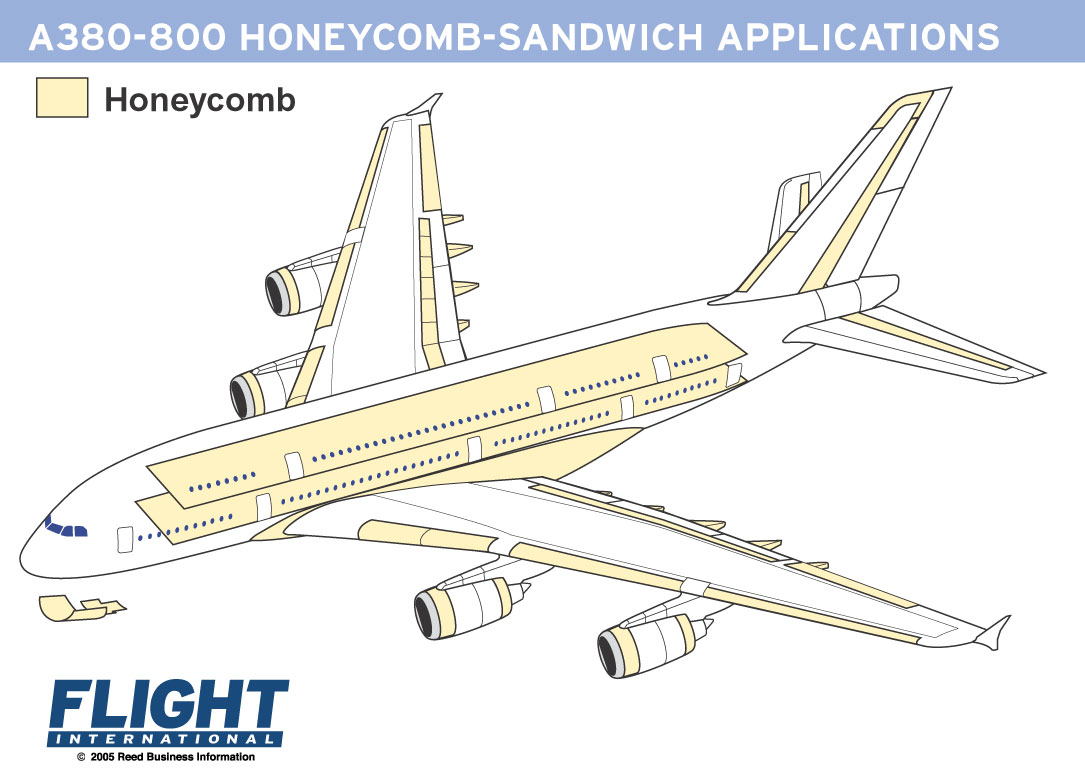
The belly fairing is a series of panels made of a Nomex honeycomb and hybrid epoxy skin sandwich material, and supported by an aluminium substructure. Although the fairing is not theoretically designed to carry fuselage loads, Airbus has built the fairing to absorb the inevitable bending loads that will be transferred from the primary structure of the fuselage to the skin fairing through the belly substructure. The metallic strip visible in the aft section of the fairing on MSN001 is a flexible joint designed to help further absorption of these loads.
Running back from frame 74 to 95 is the aft fuselage Section 18, which includes passenger doors 4 and 5 on the main deck and 9 on the upper deck. The section also includes a cargo door on the right side and a bulk cargo door on the same side further aft between frames 87 and 89. At frame 95, the aft section attaches to the unpressurised rear fuselage Section 19 and its adjacent tailcone unit, Section19.1. A massive dome-shaped CFRP rear pressure bulkhead divides the tail section from the rest of the fuselage, and interfaces with the structure through a conventional circumferential joint.
Section 19/19.1 are the first composite fuselage sections on any Airbus and contain double-curvature panels that are area-ruled for transonic flow conditions at the root of the horizontal stabiliser. Highly loaded frames, which support the attachment for the massive vertical tail, are machined from high-strength aluminium alloys, while weight-saving non-metallic frames are produced by resin-transfer moulding (RTM) and are used for several of the less-loaded frames in the tail area. The base of the vertical fin is similar to the A340 design concept, with a double row of six lugs and 12 shear bolts used to attach it to the fuselage.
Forward of the first set of lugs is a large frame supporting the horizontal tailplane pivot points. A single trim screw is located between the nearby frames 99 and 100. Aft of this area is the composite tail cone section containing the auxiliary power unit (APU) in a titanium-lined “firebox”. A titanium rear fairing encompasses the exhaust for the Pratt & Whitney Canada PW980A APU.
The vertical tail itself is just under 14.6m tall, with a quarter-chord sweep of 40º and a massive area of 122.3m3 (4,300ft3). The chord at the root is 12.05m and a substantial 4.7m at the tip. Both the fin and the rudder, which is capable of travel through ±30º, are of a new design that includes a single torsion box and an upper and lower rudder, the latter being 4.95m tall. The CFRP fin box has two full front and rear spars, as well as web and framework ribs and fittings made from CFRP and RTM composites with aluminium alloy end fittings.
The horizontal stabiliser is of a similar construction and spans 30.37m, or greater than the span of a Boeing 737-200. The incidence angle of the unit can be adjusted by the trim system through a range from +2º to -10º, and it supports a split elevator that can move from -30º to +20º. Monolithic solid C-shaped front and rear spars in the stabiliser support laminated curved composite skin panels stiffened by co-bonded stringers. Ribs inside each unit consist of eight truss-type, riveted CFRP units and 10 CFRP solid stiffened laminate standard-modulus fibre ribs.
The spectacular wing, extending over a full span of 79.75m, is also of a new overall design as already described, and covers an area of almost 846m2. Each wing extends out from the side of the fuselage by 36.3m as measured from the winglet to the fuselage skin, and extends aft by 31.7m measured from the winglet to the leading-edge root fairing. The wings have an aspect ratio of 7.52 and a 33.5º sweep at the 25% chord mark, and are angled up with a dihedral of 5.6º at the tip.
The primary structure consists of an aluminium alloy and CFRP centre box, and cantilever wings each made up of a load-carrying box structure, plus a fixed leading edge and support structure for slats and the droop noses.
The structure also includes an inner inboard fixed leading edge forward of the inner front spar and housing the Hamilton Sundstrand air generating unit, and an attachment structure aft of the rear spar for flaps, spoilers and ailerons as well as the main landing gear. Within the main box structure are housed additional supports for the engine pylons, flap support beams and landing gear. Each wing supports six leading-edge slats and two droop noses, three ailerons and eight spoiler/speed brakes.
Centre box
The centre box is made up of front and rear fabricated spars comprising beams, webs and stiffeners, while a centre spar has a stiffened web and, in the -800F, will provide a fuel barrier between the front and rear tanks. The entire unit is connected by external frame fittings to Section 15 of the fuselage, and at the root joint to the wing, through massive cruciform and triform members.
The cruciform member also forms the top boom of rib 1 in the wing, while top stringer continuity is provided through crown fittings tension bolted through the vertical leg of the cruciform to a similar fitting on the centre section side. The fittings are directly bolted to the skin by a double shear joint.
The lower wing skin joint is via a triform member, which also forms the bottom boom of the first rib, as well as by an external butt strap. Bottom stringers are not continuous across the joint, as the end loads are diffused into the skin joint.
The inner wing box contains three spars – front, rear and aft – made from either 7085 or 7040 aluminium alloy, with the centre spar acting as a wall for the wing fuel tanks. Upper and lower skin panels comprise four machined parts with riveted stringers and are made from 7055 (upper) and 2024 (lower) aluminium. The forward skin panels extend a short way forward of the front spar to provide attachment for the fixed leading-edge structure, while at the rear spar they extend aft as far as the main landing gear pick-up forging. The outer wing, from ribs 17 to 49, is made up of two spars.
Wing spars are both metallic and composite, with 23 of the 49 ribs being made from CFRP for cost and weight reasons. Metallic ribs are used in highly loaded areas such as fuel tank boundaries, pylon and gear support, while a large part of the inboard ribs are also metallic for crashworthiness reasons.
Although there is not expected to be a change in the number of composite ribs for the -800F, the freighter’s heavier wing will feature extensive use of more advanced alloys for the skins and stringers. This includes 7056 and 2027 aluminium for the upper and lower wing box skins, and 7449 and 2027 aluminium for the upper and lower stringers, while the outer wing box will have new I-shaped stringers made from 7449 aluminium.
GUY NORRIS/TOULOUSE
Source: Flight International


