With the management of its last two programmes suffering high-profile crises, Airbus knows it cannot afford a repeat with the A350 XWB. The next 12 months will be crucial, as the detail design and launch of production of this mostly carbonfibre widebody twinjet must be completed, ahead of the first XWB entering final assembly in a little over a year.
If Airbus found the past 12 months a challenge, then pressure throughout the next interval will be even greater. It must make good progress with the finalising of the A350-800 and -1000 variants in parallel with meeting key objectives in getting the baseline -900 through to the start of flight-testing in mid-2012.
The airframer has accrued 535 orders for the new twinjet family. When current and prospective A350 customers gathered in Nantes for their annual update at the programme progress review in April, Airbus had to confirm the rumours that the design and production schedule for the -900 variant had slipped by three months. But it appears that the attendees received the news well, welcoming Airbus's openness and assertions that the delivery schedule is intact. The airlines have apparently accepted - for the moment at least - that while the A350 is a technically ambitious programme, there is sufficient buffer in the timetable to cater for "known unknowns", to paraphrase a certain US defence secretary.
The reality is that the $10 billion programme's buffer has all but gone, with Airbus soaking up some of the generous flight-test programme schedule to keep the service entry with launch customer Qatar Airways on track for mid-2013. "Having consumed some of our buffer, it is important that we secure and find other buffers in the phases to come," says programme manager Didier Evrard.
|
|---|

The delay to starting production of the Rolls-Royce Trent XWB-powered twinjet resulted from a combination of factors that arose during the final stages of detail design for certain parts of the airframe's structure, which for the first time on an Airbus is largely made from carbonfibre. Evrard says that the public problems that Boeing has run into with the 787's carbonfibre structure have not directly influenced any decisions on the A350 because "in most cases we have different design principles", although he concedes that it "pushes us to be even more cautious".
He adds: "The devil is always in the detail. I had to give a bit more time to our structure designers for deeper validation of the finite element model and give them better confidence in the sizing of the parts."
The extension to the design process delayed the machining of certain parts, which has had a commensurate knock-on effect on the start of assembly and first flight. The first material cut for the horizontal cruciform should have occurred in November 2009, but slipped to March this year. This in turn delayed the assembly of the centre wingbox, which was to have started in March, but is now expected in the coming weeks.
Evrard says the decision to push back fabrication was partly driven by the fact that Airbus is working in so many new areas with carbonfibre, so "you only have one chance. Normally you could commit to production with a global finite element model, but the process for development of structure in composite is really different [to metal] - you cannot start machining the part and then improve the design."
The four areas affected comprised the airframe sizing, the wing-root joint, the fuselage's electric structural network (ESN - which helps the conductivity of the carbonfibre fuselage) and the fuselage damage tolerance. While the first two issues have been resolved and the fixes approved, validation of the solutions for the latter two is ongoing but progressing well, says Airbus.
Evrard says that while Airbus adopted "a low-risk approach" for the design of A350's wing root joint by adopting the A380's construction principle, there were differences as, unlike the A380, the outer wingbox is fully composite. "Bringing all these parts together - the spars, covers and centre wingbox - required very detailed modelling. This was a bit risk, but by this analysis and giving more time to the designers, we have mitigated the risk - but still it was a lot of work and has impacted the schedule," he says.
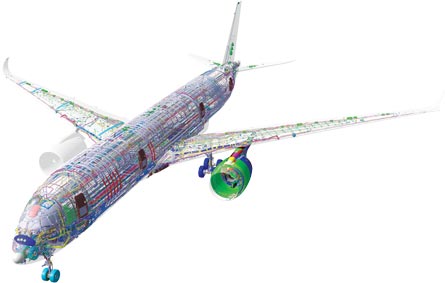
The A350 fuselage incorporates carbonfibre skin panels attached to carbonfibre frames and metallic cross-beams. Two fuselage structural test barrels built to prove the concept have been undergoing testing in Hamburg.
Evrard again points to the composite factor as a reason for the design of the fuselage structure taking longer than expected. "The size of the stringers and the frames is determined both by the loads and their tolerance to local damage. We had two choices - either commit to the first design and go with a very conservative approach, or to refine and try to find the best design principle that would give us the optimum strength and tolerance to accidental damage. This took us more time."
DAMAGE TOLERANCE
The programme's chief engineer Gordon McConnell says that when designing a carbonfibre structure for damage tolerance, what has to be considered is that although the external appearance can be unblemished, there could be internal delamination. "We have some rules agreed with the certification authorities regarding this, so a lot of testing is required - many hundreds of impact tests. And in this one case of the stringer we found that we had to improve the design - quite simply, in fact, by changing the orientation of some of the plies - but unfortunately we had got quite far down the line before that problem was identified."
Airbus has broken new ground with the A350's ESN, the design of which must be optimised to avoid a weight penalty offsetting any advantage that the lighter carbonfibre fuselage offers, says Evrard. "Last year, before finalising the design, we put in place additional testing that was not foreseen at the beginning, using the first-generation composite fuselage test barrel "1A". We installed instrumentation to validate our ESN solution, and this is ongoing, with further refinement, this year."
The second fuselage demonstrator, the 18m (59ft)-long "Barrel 1B", is "more representative of the final design and has a cut-out for a door, which allows us to look at the load and strain distributions around the door area", McConnell says.
Barrel 1B completed its ultimate load tests - 2 delta P pressure and flight-loads up to 1.5 times the limit load - in the first quarter. It has also been used to validate computer models for the fuselage design principles by comparing predicted results with how the real material behaves. Barrel 1B is being refurbished and brought fully up to production standard before certification testing later this year.
|
|---|

FLIGHT TESTS
As part of Airbus's validation of the XWB's fuselage, it will undertake some test flights with a 4.3m-long carbonfibre skin panel integrated into its A340-300 testbed this year to check out the acoustics in the cabin."We'll measure the noise transmission through this panel," says McConnell. "This will allow us to freeze the design with a good level of confidence that we've got the acoustic treatments right to provide a good environment inside the aircraft and avoid having to play with the material later on during the A350 flight-test programme."
While the XWB's structural design has run into difficulties, Evrard says that systems development is "roughly" on schedule and he is optimistic that the timetable can be adhered to. "It's not going to be easy, but we have a good chance to be there or thereabouts," he says, adding: "As [Airbus chief executive] Tom Enders says, it will be a hell of a ride."
McConnell says the integration testing phase for the systems is well under way, with the XWB's systems development following a similar programme to the A380's. This involves system integration benches at Airbus and its partners and suppliers, cockpit mock-ups, and "Aircraft -1"/"Aircraft 0" and "Cabin 0" test platforms used by engineering teams ahead of the construction of the first real aircraft. Some rigs are duplicated in Toulouse to enable Airbus engineers to participate in the tests.
Integration testing of the avionics is being carried out at Rockwell Collins, while Thales is undertaking trials of the cockpit displays. Other suppliers are developing and testing their software for the A350's integrated modular avionics suite using Thales-supplied common remote data concentrator and core processor input/output module hardware.
Honeywell, meanwhile, is testing the integration of the triple flight management system and the dual radar equipment, dubbed Aircraft Environment Surveillance System.
|
|---|

Airbus has been refining and testing the cockpit configuration in Toulouse, initially using a Class I mock-up, which lacked real components, and has just introduced a "Class II" mock-up containing real controls. This is being used to hone the flightdeck systems layout while the Aircraft -1 development simulator has been in operation for the last year to assist with the fine-tuning of the flight control laws.
The next phase will begin when the Aircraft 0 integration simulators and iron-bird hydraulic/flight-control system test rig become operational in Toulouse towards the end of the year. "One of the main purposes of the mechanical part of the rig is to carry out endurance testing the hydraulic system for certification purposes, but we can also link it to the Aircraft 0 cockpit simulator," McConnell says. "This allows us to 'fly' the aeroplane and exercise all the hydraulic and electrical systems as if it's on the aircraft."
Honeywell has the XWB's various air systems running in test cells, and began ground-trials of the auxiliary power unit last October. Rockwell meanwhile has been testing its trimmable horizontal stabiliser actuator for the twinjet's tailplane in California since 2009.
Flight controls suppliers Moog and Liebherr also have trials under way of the various drives, gearboxes, motors, servos and actuators they are supplying to the programme.
Parker is well ahead with testing of the fuel and inerting system and is building a full, integrated hydraulics test rig at its facility in Kalamazoo, Michigan. "This is different to previous programmes where we would have had this in our facility and we would have been doing the integrating," says McConnell.
Supply of the landing gear is split between Messier-Dowty (main) and Liebherr (nose). "Messier has been using a 70% scale model of the main landing gear to test the dual side-stay installation, and that has been completed."
McConnell says Messier-Dowty is starting to machine the real forgings at its factory in Gloucester, UK, while the first component for the nose gear has been manufactured by Liebherr in Lindenberg, Germany. Goodrich and Messier-Bugatti, suppliers for the wheels and brakes, are well advanced in the manufacture and testing of their prototypes.
One of the important "zero-test" items is the Cabin 0 V&V (verification and validation) platform, which is being assembled in Hamburg. Dubbed "MSN5011" the 37m-long fully furnished mock-up comprises fully equipped fuselage sections 11/12 (nose), 13/14 (forward) and 16/18 (aft), with three passenger doors on each side and the three cargo hold hatches. "The cabin can be linked to functional system integration benches - the air system, for example, to evaluate air distribution, or the in-flight entertainment system," says McConnell.

WINDTUNNEL TESTING
The final windtunnel testing for the A350-900 was completed in January, with validation of the computational fluid dynamics calculations for the high-speed aerodynamics after 1,700h of high-speed windtunnel trials, says McConnell. "We've got our pre-flight performance now - the next step will be to fly the aeroplane and see what it does."
Airbus issued the -900's final pre-flight performance data to the customers in April, says McConnell. The long-range cruise speed target of Mach 0.85 was beaten slightly, while the drag prediction was also "more or less" on target.
|
|---|

The low-speed aerodynamic design is more reliant on windtunnel testing as computational fluid dynamics technology is not developed sufficiently yet to predict as precisely. The tunnel tests revealed that the -900 had bettered its take-off performance predictions, says McConnell. "We've a 145m reduction in take-off field length at maximum weight at sea level/ISA+15e_SDgrC, and about a 4t improvement for take-offs in hot and high conditions."
Ahead of XWB production starting in earnest, work is under way across the Airbus plants on new infrastructure to produce A350 components and subassemblies. Structural work on the new final assembly line building in Toulouse, which began in early 2009, should be completed this month and it will then be equipped with assembly jigs and associated equipment to be ready to for the arrival of the first subassemblies in the third quarter of 2011.
|
|---|

These comprise the forward (sections 11-14) and centre (section 15) delivered by Beluga from Saint Nazaire, and the rear (sections 16-19) from Hamburg. The wings arrive equipped from Bremen (having been assembled in Broughton), while the fin is delivered from Hamburg and the tailplane from Getafe near Madrid. The engine pylons are the only major component produced in Toulouse.
To avoid any repeat of the A380 production dramas caused by over-reliance on 3-D digital mock-up technology, Airbus has already built an A350 physical mock-up. "The lesson learned from the A380 was that we needed to go further to anticipate system installation problems," says Evrard. "This is why we've built this physical mock-up."
Located in Hamburg, the physical mock-up comprises an entire A350 fuselage and next year will be used for a dry run of the systems installation into the entire fuselage before work starts on A350-900 MSN001.
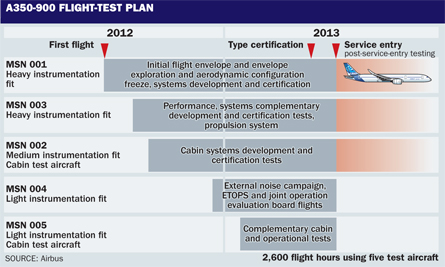
Airbus has clawed back the three-month slip in the structural design and assembly schedule by simply slashing the flight-test programme's schedule back to 12 months. McConnell says the airframer knew it had "a good buffer" built into the original 15-month flight-test programme and had been looking at ways to do it quicker.
The first flight of the -900 is now scheduled to take place around two years from now, kicking off a 2,600h flight-test programme. "We've got five aircraft in the flight-test programme - which is more than we usually have," says McConnell.
He says that the original time schedule had been generous - some customers had questioned why Airbus needed so long - and the flight-test and engineering teams had already been working on ways to compress it.
R-R began ground testing of the Trent XWB in mid-June at its Derby facility, and Airbus will run an extensive flight-test programme on board its A380 development aircraft next year that should help minimise any unexpected engine problems during A350 flight trials.
FIRST HANDOVER
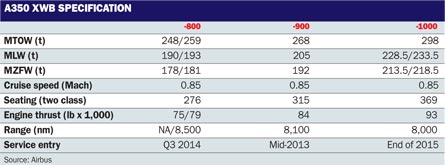
All being well, Qatar Airways will be handed its first A350 in mid-2013. This will be just the start, as a little over a year later the Doha-based airline - launch customer for all XWB variants - will expect its first -800. The detailed design effort for the shrink variant is under way. It will be the second variant to enter service, in the third quarter of 2014. The stretched -1000 is to follow at the end of 2015.
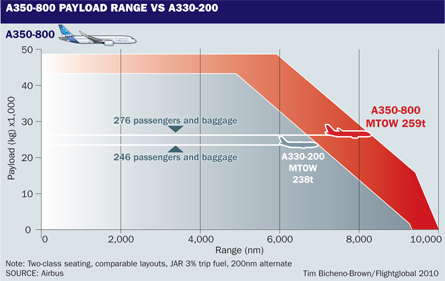
Redefined last year as a simple "cut and shut" of the A350-900 - rather than having an optimised structure and landing gear etc - the new look -800 should be less of a development challenge. In its new form, it has a high level of commonality with its bigger sister and potentially 215nm (400km) more range than the original A350-800, although the decision not to optimise the design results in a fuel-burn penalty of "a few percent", says Airbus.
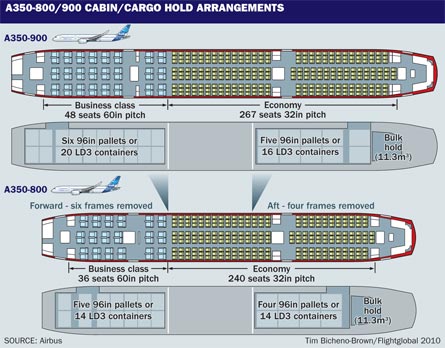
The -800's is 10 fuselage frames shorter than the -900 (six forward and four aft) which requires changes to the geometry of section 13/14 (forward), section 16/18 (rear) and the upper shell of section 15 (centre fuselage). This reduces typical two-class seating by just over 10% to 276 passengers (see below).
System changes are being kept to a minimum, and the basic weights are as before (eg 248t maximum take-off weight) although higher weight options are also offered. The -800's Trent XWB is common to 84,000lb thrust (374kN) version powers the -900, but at various de-rates due to its lower operating weights.
Data from Airbus shows that the A350-800 offers an impressive step in range and economics over its current long-range twin, the A330-200. "The A350-800 has got about 1,400nm more range with 30 more passengers, but it's burning less fuel too - over a 4,000nm mission the A350-800 burns around 23% less fuel [per seat] than an A330-200," McConnell says.
The last of the XWB triumvirate, the 369-seat -1000, is being developed by a dedicated team headed by the XWB programme's deputy engineer Alain de Zotti. The goal is to complete the design freeze this summer and the detailed definition at the end of next year.
The -1000 will be 11 frames longer than the -900, have a 30t higher MTOW and its wing will be around 4% larger in area than its smaller sisters, achieved by a trailing-edge extension. This extends the high-lift devices and the ailerons, increasing the chord by about 400mm (15.7in). "We've been able to optimise the flap lift performance as well as gain more performance in the cruise," says McConnell.
Windtunnel tests based on the enlarged wing covering performance and loads will run this year. Meanwhile, R-R is revising the Trent XWB to power the biggest A350 model. The 93,000lb-thrust engine will include changes to the fan module and new materials permitting higher operating temperatures (see P58).
So Airbus has a clear roadmap for the development of what is arguably its most challenging programme yet. By the time the industry gathers at Le Bourget next year we should all have a clearer picture whether it will be successful in conquering that challenge.
- All the latest news, video and images from the 2012 Farnborough air show
Source: Flight International